
Filati , aghi e relative applicazioni
In questa sezione tratteremo i più diffusi tipi di filati e i vari tipi di aghi utilizzati nel settore calzaturiero .
Cominciamo con la descrizione e relative applicazioni dei filati.
Attualmente , le calzature vengono impunturate quasi esclusivamente con filati sintetici, prevalentemente ritorti multifilamento in poliestere e poliammide/nylon con torsione
"S" ( sinistra ) o "Z" ( destra ) .

Caratteristica identificativa del filato è il Titolo .
Il titolo è la notazione convenzionale riferita alla finezza .
L’organizzazione di unificazione internazionale identifica la titolazione con il sistema Tex ,che ha come unità di misura del peso il grammo e per lunghezza 1000 metri . Ad esempio, Tex 1 significa che 1000 metri pesano un grammo .Come sottomultiplo è usato molto il deciTex o DTex …1 Tex = 10 DTex
Altri sistemi diffusi sono la titolazione per peso e quello per lunghezza .
Il sistema di titolazione per peso , in maniera analoga al sistema Tex , rappresenta il rapporto tra il peso e la lunghezza , più è alto il titolo , maggiore è la grossezza del filato ed è espresso in
Denari ( Td ) , 1 denaro equivale a 1/20 di grammo o 0,05 grammi .
Sia il sistema Tex che la titolazione per peso sono anche detti sistemi Diretti .
La titolazione per lunghezza viceversa rappresenta il rapporto tra la lunghezza e il peso del filato, più è alto il titolo , maggiore è la finezza .Tale sistema è detto anche Titolazione Indiretta
Fa parte di tale gruppo il sistema di titolazione metrico ( Nm ) , che indica il numero di Km
( Nm x 1000 ) necessari per raggiungere il peso di 1000 grammi.
Un altro sistema indiretto è la titolazione inglese .Il numero inglese del cotone (Ne, Nec o Ne cotone) indica quante matasse di 768 metri (pari a 840 yard) ci sono su 454 grammi (pari a 1 libbra) di filato. Ad esempio Ne 1 significa che 1 matassa di filato di 768 metri pesa 454 grammi. Questa titolazione viene usata per il cotone ed è in uso anche in Italia.
Per i filati ritorti il titolo si esprime con una frazione il cui numeratore rappresenta il titolo del filato e il denominatore è il numero dei capi , es. 30/3 – 50/2 ,ecc.
Un buon filato , per essere definito tale , deve presentare le seguenti caratteristiche :
- buona cucibilità
- comprovata resistenza allo strappo e all’abrasione
- scorrimento omogeneo
- buona resistenza agli acidi ( per es. sudore )
- resistenza alla luce e agli agenti atmosferici
- brillantezza della cucitura
- elevata uniformità
- elevata resistenza termica durante il processo di orlatura .
Ci sono poi applicazioni specifiche dove si richiedono al filato caratteristiche come :
- proprietà antistatiche
- proprietà idrorepellenti
- caratteristiche ignifughe
Una differenza apprezzabile tra filati in poliammide e filati in poliestere è che questi ultimi
presentano ,grazie a un elevato peso specifico , una sezione più sottile e un titolo minore rispetto un filato in poliammide con lo stesso numero di riferimento .
Questo consente l’utilizzo di aghi più sottili ,in modo da ridurre il riscaldamento dei fili , con il
risultato di una migliore impermeabilizzazione nonché un più piacevole aspetto della cucitura .
Una caratteristica importante che il filato deve avere sempre nel settore calzaturiero è la sollecitazione/estensione ed elasticità.
La condizione ottimale si raggiunge quando si ha un rapporto particolarmente favorevole tra estensione permanente ed elasticità, condizione che permette l’adattamento ottimale alle varie macchine da cucire con il risultato di una cucitura che non risente minimamente né del montaggio delle tomaie , né delle forti sollecitazioni successive all’uso della calzatura.
Caratteristica importante è anche il punto di fusione .
Infatti un basso punto di fusione può generare la plastificazione (per es. poliestere circa 235°) ,
temperatura facilmente raggiungibile ( anche se per brevissimo tempo ) in produzione durante la stiratura o foratura con velocità della macchina da cucire sostenuta ( es. 3000 Spm).
Entrando nel merito dei filati per macchine da cucire automatiche , abbiamo ulteriori
requisiti che il filato deve avere .
A causa dell’avanzamento multidirezionale, a seconda della direzione di cucitura, si ha uno svolgimento sfavorevole del filo d’ago con eventuale svolgimento di torsione e cuciture
irregolari durante il lavoro di impuntura in diverse direzioni.
Le esigenze di queste macchine da cucire automatiche vengono soddisfatte adottando
filati ritorti ( solitamente tre capi ) in nylon o poliammide bonderizzati . Tale lavorazione del filato detta appunto bonded ,utilizza una tecnica con trattamento chimico di incollaggio che fonde i filamenti .Questo trattamento evita che il filato si apra in fase di cucitura oltre ad aumentare la resistenza alle alte temperature , ai raggi ultravioletti e all’abrasione.

Tra le altre applicazioni specifiche dobbiamo ricordare i filati per cuciture che devono impedire
la penetrazione dell’acqua .
In tale circostanza dobbiamo fare una distinzione tra cuciture idrorepellenti e cuciture impermeabili.
Per le cuciture idrorepellenti il filato deve ritardare o cercare di impedire la penetrazione dell’acqua attraverso i fori della cucitura . Questo risultato si ottiene sottoponendo il filato a trattamento con oliatura idrorepellente in modo da impedire il trasporto dell’acqua o umidità attraverso la superficie del filo , detta anche capillarità .
Per le cuciture impermeabili invece , oltre l’impiego di filati idrorepellenti bisogna successivamente l’orlatura chiudere i fori dei punti di cucitura con sostanze riempitive impregnanti oppure utilizzare una copertura delle cuciture nella parte interna mediante apposite strisce impermeabilizzanti incollate o saldate.
Altra applicazione particolare è la calzatura ignifuga.
Per tale applicazione bisogna orientarsi verso un filato ( anche in questo caso sia superiore che sottonavetta ) con caratteristiche ignifughe .Un esempio è l utilizzo di un filato con materiale base in Aramide opportunamente trattato.
Tale filato trova impiego in calzature per motociclismo o automobilismo , lavoro e protettive ecc.
Altri cucirini particolari rientrano nella famiglia di filati cerati o semicerati per applicazioni quali
legature e rinforzi , filati antistatici con anima conduttiva e filati speciali per suole per lavorazioni Blake ,Goodyear , Opanka ecc.
Naturalmente ad ogni filato è consigliato un tipo di ago specifico .
Tratteremo di seguito i vari tipi di ago.
Come per i filati, anche la scelta dell’ago gioca un ruolo importante nell’orlatura delle tomaie.
Le strutture attentamente studiate e gli accurati processi di lavorazione fanno di ogni ago per macchina da cucire uno strumento in grado di garantire risultati perfetti , altamente professionali e in grado di soddisfare i più svariati tipi di lavorazione e materiale .

L’illustrazione sotto descrive le parti fondamentali che compongono un ago :


Testa
La testa (appiattita o piena ) consente un facile e
perfetto innesto dell’ago. La sua dimensione è
funzionale alla grossezza dell’ago stesso per
garantire lo spazio tra ago e crochet ottimale
per la formazione del punto.

Scanalatura
la scanalatura facilita la formazione del
cappio per agganciare il filo dal crochet e
ottenere un punto perfetto.

Solco longitudinale
Il solco longitudinale fornisce al filato lo spazio
necessario per non ostacolare il movimento di
penetrazione della punta.

Cruna
Uno speciale processo di pulitura e lucidatura
evita che il filo si rompa anche se sottoposto ad
alte velocità di cucitura.
Punta
Le differenti forme delle punte, delle grossezze
e delle crune creano le condizioni ottimali per
differenti tipi di lavorazione e di materiali.
Nella lavorazione di pelle e materiali analoghi, gli aghi per macchine da cucire assumono una funzione sostanziale. La scelta dell'ago deve avvenire in modo accurato, in quanto tutti i tipi di
pelle e imitazioni varie vengono cuciti sostanzialmente con punte taglienti. I rispettivi profili di taglio e finezza degli aghi determinano,insieme al cucirino e alla densità dei punti, l'effetto ottico della cucitura. I modellisti dell'industria della calzatura e della pelle dovrebbero tenere conto, già in sede di disegno, delle diverse forme delle punte degli aghi per le varie cuciture.
Gli aghi per le macchine da cucire con punte taglienti penetrano nella pelle meglio delle cosiddette punte di spostamento, dal momento che pelle e materiali affini generalmente oppongono all'ago una maggiore resistenza alla penetrazione rispetto al tessuto o al tessuto a maglia. Al momento della penetrazione, la punta taglia la pelle ed il lavoro di spostamento dell’ago diminuisce con conseguente riduzione del riscaldamento dell’ago.
Ciò consente l'uso di aghi più fini. Le combinazioni di pelle, tessuto e tessuto a maglia dovrebbero essere cucite con una normale punta arrotondata "R" per non danneggiare i fili di trama o ordito.
Le grossezze d'ago adatte per i diversi cicli di lavoro dipendono da svariati fattori:
- diversi spessore e durezza dei materiali della tomaia o della fodera
- posizione delle cuciture nella tomaia
- cuciture trasversali
- tipo di costruzione delle macchine previste, ecc.
Descriviamo in maniera dettagliata i fari tipi di aghi e relative applicazioni :

Punta LR
Taglia il materiale in direzione di trasporto
a 45°, inclinata a destra. In funzione del
materiale, inclinazione del filo da leggera a
media. Il cucirino è leggermente disteso.
I fori d’infissione sono ben visibili.
Sono possibili distanze fra i punti da
medie a corte.

Punta VR
Versione della punta tecnicamente
superata. Effetto del taglio, aspetto della
cucitura e caratteristiche della cucitura
identici alla punta LR.

Punta LL
Taglia il materiale in direzione di trasporto
a 45°, inclinata a sinistra. Posizione della
cucitura molto diritta. Il cucirino è legger-
mente disteso. I fori d’infissione sono
ampiamente chiusi. Sono possibili
distanze fra i punti da medie a corte.

Punta D
Forte incisione triangolare nel materiale.
Cucitura rettilinea. Il cucirino è leggermente
disteso. Fori d’infissione largamente aperti.
Sono possibili distanze fra i punti da
medie a lunghe.

Punta DH
Incisione triangolare centrale nel materiale.
Cucitura rettilinea. Il cucirino è legger-
mente disteso. Fori d’infissione relativa-
mente molto aperti. Sono possibili
distanze fra i punti da medie a lunghe.

Punta SD
Punta tonda con triangolo lucidato nella
zona più esterna della punta. Cucitura
rettilinea. Il cucirino è leggermente disteso.
Leggera incisione triangolare nel materiale.
Sono possibili distanze fra i punti da corte
a medie.

Punta P
Taglia il materiale trasversalmente alla dire-
zione di trasporto a 90°. Nei tipi di pelli
spesse e dure forte effetto decorativo
dato dalla posizione inclinata del filo.
Il cucirino è fortemente disteso. I fori d’in-
fissione sono ampiamente chiusi dal filo.
Sono possibili corte distanze fra i punti.

Punta PCR
Aspetto della cucitura come punta P.

Punta PCL
Aspetto della cucitura come punta P.

Punta S
Taglia il materiale in direzione di trasporto.
Cucitura rettilinea. Su determinati tipi di
pelli ed in caso di appropriata distanza
fra i punti, forte infilatura nella pelle. I fori
d’infissione sono oblunghi e ben visibili
nella cucitura. Sono possibili distanze fra
i punti da medio-grandi a grandi.

Punta DI
Aspetto della cucitura come per la punta
S, con effetto del taglio piuttosto elevato
grazie ai quattro spigoli taglienti. Incisioni
molto precise.

Punta R
Punta tonda standard. Pura punta di pene-
trazione senza effetto del taglio. Aspetto
della cucitura ampiamente diritto, legger-
mente irregolare. Il cucirino è leggermente
disteso. Sono possibili distanze fra i punti
da medie a lunghe.

Temperatura degli aghi
Aghi con punte taglienti della forma più
diversa, oltre a garantire l'aspetto voluto
dei punti, assicurano anche una
penetrazione più leggera negli strati di
materiale.
Solitamente i filati più pregiati sono
dotati di uno speciale trattamento
protettivo che non solo agevola lo
scivolamento del filo,ma abbassa anche
la temperatura della cruna dell'ago.
In particolari casi difficili è possibile
prendere in considerazione l'adozione
di un agente di scivolamento del filo,
per esempio olio al silicone, oppure
un raffreddamento dell'aria impostato
con precisione sulla macchina.

In caso di elevate temperature dell'ago, nel foro del
punto possono fondersi dei materiali della tomaia
sintetica o sottoschiumata. Questo porta a depositi
sull'ago che potrebbero creare incrostazioni sullo
stelo, compromettendo la formazione dei punti e
causando un ulteriore aumento della temperatura
dell'ago dovuto all'elevato sfregamento che può
culminare nella rottura del filo. In questi casi è
necessario garantire un abbassamento della
temperatura, per es. utilizzando un ago più sottile,
riducendo il numero di giri della macchina oppure realizzando un ottimale raffreddamento ad aria dell'ago.
Sulle macchine a due aghi, in una passata vengono create due cuciture parallele tra
loro. La cucitura sul rovescio e quella sul diritto avranno idealmente lo stesso aspetto.
A causa del differente principio meccanico fra l’ago sinistro e quello destro non è possibile ottenere un aspetto della cucitura perfettamente uguale.

Diverso prelievo del cappio
• L’ago sinistro viene infilato da destra a
sinistra. Il cappio di filo viene prelevato
in direzione contraria a quella di
trasporto.
• L’ago destro viene infilato da sinistra a
destra. Il cappio di filo viene prelevato
in direzione di trasporto.

Spinta torsionale
• Durante la corsa dei due aghi verso il
basso, i cucirini vengono tirati verso la
punta sui bordi della cruna in direzione
di cucitura.
• In caso di torcitura a Z del filo, in
quest'ultimo si verificano differenti
spinte torsionali.
• Impiegando il codice della punta CR
sull’ago sinistro, la spinta torsionale
può essere un po’ ridotta.

Punta R
Impiegando una punta R, la cucitura sinistra
sembra meno inclinata. Il filo della
cucitura sinistra è ritorto un po’di più.
Gli aspetti differenti sono in funzione della
pelle scelta, del filato e della versione
della punta dell’ago prescelta.
Impiegando un ago con punta tagliente, l’aspetto della cucitura appare sostanzialmente più
uniforme. Ciò si evidenzia maggiormente impiegando le seguenti varianti di punta:

Punta tagliente LR
(bilateralmente)
La cucitura a sinistra ed a destra è uniformemente
inclinata a sinistra da infissione a infissione.
Su entrambe le cuciture si ottiene così un effetto
decorativo con fori del punto relativamente aperti.

Punta tagliente LL
(bilateralmente)
Impiegando questa variante della punta, il filo durante
l’annodatura del punto viene ruotato in direzione di
cucitura da un’adeguata incisione nella pelle .
Si ottiene in questo modo un aspetto della cucitura
ampiamente diritto con fori del punto relativamente
chiusi.
Altre caratteristiche importanti che un ago può avere sono il materiale e differente profilo.
Ne sono un esempio gli aghi della GROZ-BECKERT , leader nella produzione di aghi
di qualità superiore .
Molto spesso, la composizione di materiali tecnici è costituita da un insieme di componenti
estremamente duri. Per questo, è molto alta la resistenza alla penetrazione dell'ago, cosa
che molte volte conduce alla flessione dello stesso , con conseguenze quali :
• Salti del punto
• Danneggiamenti del tessuto
• Danneggiamenti della punta dell'ago
• Rotture dell'ago
• Sfilacciature e rotture del filato

Per ovviare a tali inconvenienti
l'ago Groz-Beckert è rivestito
in nitruro-titanio.
La durezza dovuta al rivestimento di
nitruro-titanio protegge l'ago, in
particolare la punta, contro logoramento
e danneggiamenti.
I risultati sono:
• Cuciture di alta qualità
• Alta produttività

Una migliore protezione del filato e una
presa sicura del filo, da parte del crochet,
sono state ottenute apportando una piccola
modifica nella zona tra la cruna e l'incavo
dell'ago. La punta del crochet entra nel
cappio anche nel caso estremo di mancata
formazione del cappio stesso.
Rotture del filato e salti del punto vengono
in gran parte evitati.

Nella tabella è riportato in maniera orientativa il tipo di ago in funzione del filato.
Ricordiamo che il titolo di un filato , nel sistema di titolazione metrico, indica la finezza
di un filato ,nello specifico è il rapporto fra lunghezza e peso.
Più precisamente indica quante migliaia di metri servono per 1 Kg .
Descrizione dei vari tipi di punto e relativa applicazione

Punto di cucitura annodato ( tipo punto 301 )
Questo tipo di punto è il più usato nel settore tessile , pelletteria e calzaturiero

Classe 100 (Catenella semplice)
Fanno parte di questa classe le cuciture realizzate mediante le evoluzioni compiute da un unico cucirino che si concatena a se stesso.I punti di questa classe sono eseguiti da macchine che non permettono l'inversione del punto.
Punto 101
È un punto utilizzato prevalentemente come imbastitura, perché il concatenarsi del cucirino su se stesso non permette il bloccaggio del filo al termine della cucitura, facendola risultare di facile rimozione.
Punto 103
Il punto 103 è un punto cieco, un particolare punto visibile solo su un lato della cucitura. Ciò è possibile attraverso una macchina dotata di un ago ricurvo ed un crochet posizionati entrambi sul lato superiore. L'ago ricurvo,eseguendo un movimento oscillatorio penetra completamente il primo tessuto e solo in parte il secondo, grazie anche all'intervento di un piedino tastatore, che esercita dal basso una pressione regolabile sui tessuti durante la penetrazione dell'ago.
È utilizzato come cucitura di tenuta per bloccare i rimessi interni, come ad esempio il fondo dei pantaloni classici.
Tra tutti i punti non visibili all'esterno è di gran lunga il più utilizzato.
Punto 104
È solitamente utilizzato per cuciture ornamentali a causa dell'effetto molto simile all'aspetto del punto a mano (201).
La macchina che esegue questo tipo di punto è dotata di un ago e di un uncino posizionati entrambi sulla stessa barra ago, la formazione del concatenamento avviene nella parte superiore dei tessuti, pertanto il diritto della cucitura sarà quello a contatto con la placca ago. Sul diritto della cucitura il cucirino sarà doppio.
Classe 200 (Punti a mano)
In questa classe sono raggruppati tutti quei punti eseguiti a mano.
Nel corso degli anni sono state fabbricate macchine in grado di eseguire questi punti, come la AMF in grado di eseguire il punto 201.
Punto 201
Chiamato anche punto sellaio o AMF (Dal nome della macchina che lo esegue).
È un punto ornamentale formato dall'alternarsi di un cucirino sui due lati del tessuto. La formazione del punto è stata meccanizzata tramite una macchina chiamata AMF che lavora con un ago a doppia punta libero e due barre ago (una inferiore ed una superiore) che si scambiano l'ago ad ogni passaggio. Questa macchina ha la particolarità di lavorare a gugliate di filo, risultando molto lenta.
Punto 202
È il punto utilizzato per eseguire a mano le cuciture di tenuta.
Classe 300 (Punti annodati)
Fanno parte della classe 300 i punti formati dall'annodamento di due cucirini, uno portato dall'ago ed uno contenuto in una spolina solitamente posta sotto la placca ago all'interno di un crochet rotativo che ha la funzione di annodare tra loro i due cucirini. I punti della classe 300 sono pertanto simmetrici e consentono l'inversione della marcia ma sono legati alla lunghezza del cucirino contenuto nella spolina.
Punto 301
È il punto più utilizzato nella confezione di capi di abbigliamento ,settore calzaturiero e pelletteria. La sua forma è simmetrica e reversibile e permette di essere eseguito indifferentemente sia su un lato che sull'altro del tessuto con il medesimo risultato.
La formazione del punto non è legata allo spostamento del tessuto, consente quindi l'esecuzione di punti in retromarcia, per esempio le saldine all'inizio ed alla fine delle cuciture che impediscono di sfilare.
È il punto più versatile e garantisce una discreta tenuta, oltre alla semplicità delle macchine che lo eseguono.
Punto 304
È identico al punto 301, con l'unica differenza di avere la barra ago che compie un movimento oscillatorio (in senso incidente rispetto alla cucitura), eseguendo quindi un punto zig zag.
Punto 306
È un punto cieco (visibile cioè su un solo lato). E simile al punto 103 ma ha una tenuta più elevata. È un punto poco utilizzato.
Classe 400 (Catenella doppia)
I punti della classe 400 sono formati da 2 o più cucirini, provenienti da rocche esterne alla macchina.Hanno un'ottima tenuta, ma essendo il punto formato ogni 2 penetrazioni dell'ago non è possibile eseguire punti in retro marcia. Si ovvia alla cosa infittendo i punti all'inizio ed alla fine della cucitura.
Punto 401
È formato dal concatenarsi di 2 cucirini, uno portato dall'ago e l'altro da un crochet a bandiera; entrambi i fili provengono da rocche che consentono di non avere pause per il cambio della spolina.La formazione del punto causa molte evoluzioni da parte del cucirino inferiore portato dal crochet; questo determina un forte consumo del cucirino stesso a fronte di una elevata elasticità della cucitura ed una ottima resistenza. La cucitura presenta un dritto ed un rovescio con i conseguenti vincoli sul posizionamento dei particolari per la cucitura.
Punto 404
È la variante zig zag del punto precedente.

Classe 500 (Sorgetto o sopraggitto)
Sono i punti formati da 2 o più cucirini portati da aghi e crochet, la cui principale funzione è di coprire i profili dei particolari per evitare che i fili della tessitura tagliati possano sfrangiarsi durante la manipolazione dei pezzi stessi. A causa delle numerose evoluzioni del cucirino (in primo luogo quello portato dal crochet) ha un alto consumo di filo.Solitamente sono eseguiti da macchine dotate di coltello laterale per rifilare l'eccedenza di tessuto chiamate Tagliacuci.
Punto 503
È formato da due cucirini, uno portato dall'ago ed uno portato dal crochet.
Punto 504
Chiamato anche 327 (Dal codice della macchina che lo esegue). È formato da tre cucirini, uno portato dall'ago, gli altri portati da due crochet.
Punti 515 e 516
Chiamati anche 329 (Dal nome della prima macchina costruita per eseguirlo).
Sono punti composti da una cucitura con punto 401 (catenella doppia) ed un sorgetto (punto 503 a 2 fili per il 515 e punto 504 a 3 fili per il 516). Hanno una doppia funzione di tenuta, realizzata dal punto 401, e di copertura del profilo, realizzata dal sorgetto.
Classe 600 (Punti copertura od interlock)
Sono impiegati per la realizzazione di cuciture piatte, che hanno sia la funzione di tenuta che la funzione di copertura. L'effetto di copertura può avvenire sia su un singolo lato che su entrambi contemporaneamente.
Punto 602
Eseguito con 3 o 4 fili, due per gli aghi, uno inferiore di copertura portato dal crochet ed uno superiore che può anche essere escluso.
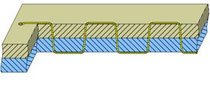
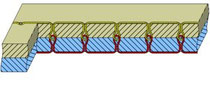
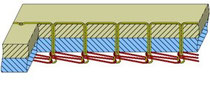
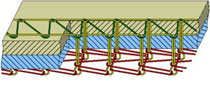
Metodi e tipi di cucitura per suola
Di seguito analizzeremo i vari tipi di cucitura per suola e relative applicazioni .
Riassumiamo i più diffusi tipi di cucitura:
- Lavorazione Blake
- Lavorazione Ideal
- Lavorazione Good-Year
- Lavorazione Norvegese
- Lavorazione San Crispino
Pagina in fase di costruzione

